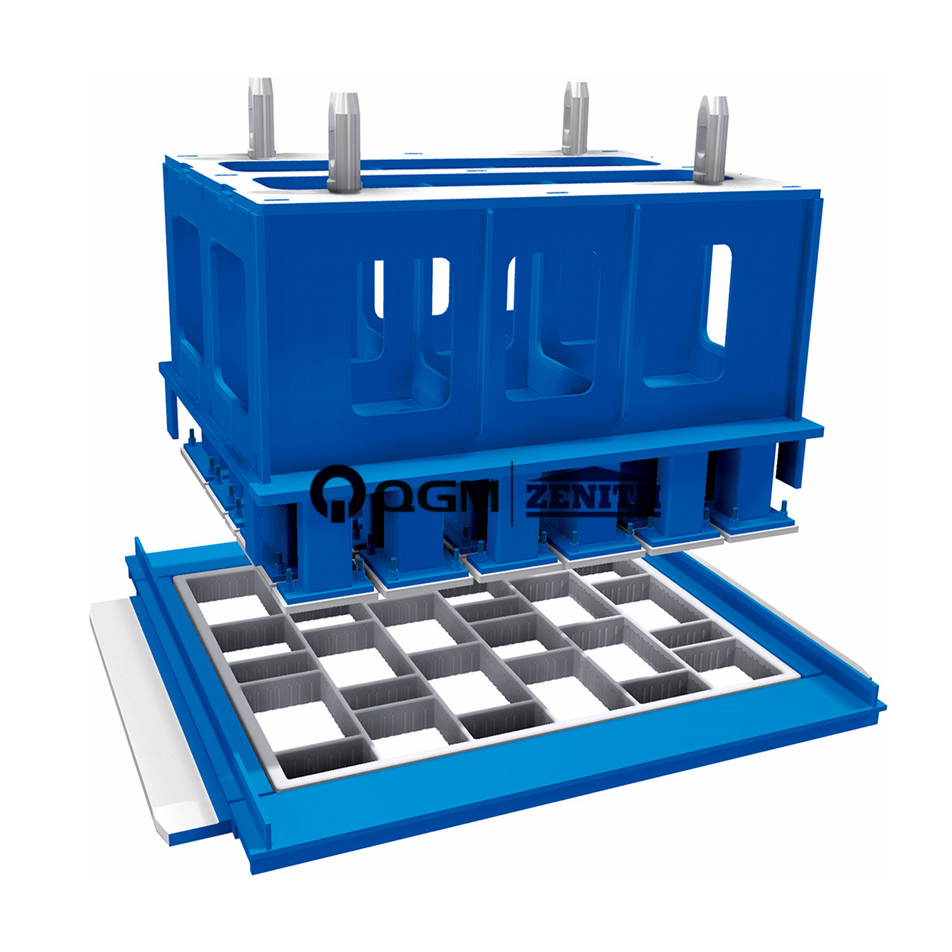
Stampi per blocchi di pietra per finitrice
Lo stampo per finitrice QGM adotta acciaio da cementazione ad alta resistenza in lega a basso tenore di carbonio e integra una tecnologia di taglio preciso del cablaggio, una tecnologia di elaborazione CNC ad alta precisione e una tecnologia di scansione 3D per fornire ai clienti la personalizzazione dello stampo. Queste tecnologie possono progettare una varietà di contorni e forme geometriche. Distanza di 0,3- 0,4 mm, con angoli verticali precisi e pareti laterali lisce. Le finitrici prodotte da QGM sono facili da sformare, ad alta precisione, senza sbavature intorno. Gli stampi possono realizzare design digitale a superficie libera e design intercambiabile delle piastre di pressione.
Al fine di garantire la durata dello stampo, lo stampo pagatore QGM adotta un trattamento di carbonizzazione., i telai dello stampo e le piastre di pressione sono induriti 60-63HRC e la profondità di indurimento minima è di 1,2 m. In base alle richieste dei clienti, lo stampo può essere progettato e prodotto mediante saldatura o bloccaggio della filettatura modulare.
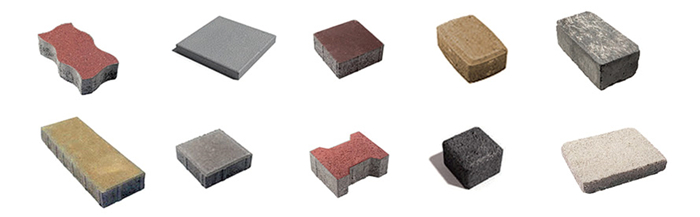
Offriamo stampi per blocchi di pavimentazione di alta qualità per tutti i tipi di macchine e accessori per utensili nel seguente design:
A) PROGETTAZIONE STAMPI TAGLIO A FIAMMA
Sono possibili spessori sottili del nastro
Sfruttamento ottimale dello stampo
Gioco del pattino del timbro dipendente dalla macchina di 0,2 – 0,5 mm
Possibilità di pareti laterali controconiche
Non sono necessarie scanalature di supporto
Design tipico per macchinari per la produzione multistrato
Design opzionale del foglio di prelievo
Grazie alla digitalizzazione è possibile realizzare una progettazione della superficie libera
Design della scarpa con timbro riscaldabile praticabile
B) DISEGNO STAMPI FRESATI
Applicabile a tutti i contorni e le geometrie
Tolleranze nello stampo inferiori a +/- 0,3 mm
Gioco del pattino del timbro dipendente dalla macchina di 0,2 – 0,5 mm
Pareti laterali verticali, angolate e lisce precise
Facile sformatura
Elevata precisione di adattamento
Supporti di spazio in tutti i possibili design realizzabili
Design opzionale del foglio di prelievo
Grazie alla digitalizzazione è possibile realizzare una progettazione della superficie libera
Design della scarpa con timbro riscaldabile praticabile
Protezione antiusura per tutti gli stampi della pavimentazione come segue:
A) CARBURAZIONE (62-68 HRC)
Scatola portastampo e scarpette punzonatrici temprate (62-68 HRC)
Penetrazione della durezza min.1,2 mm
B) NITRANTE (62-68 HRC)
Stampo e scarpette per stampi nitrurati (62-68 HRC)
Penetrazione della durezza min.0,4 mm
Quasi nessuna tensione interna rispetto agli stampi trattati con cementazione
Consigliato per spessori ridotti
Maggiore precisione del contorno rispetto agli stampi trattati mediante cementazione
Seguendo le esigenze dei clienti, i nostri stampi possono essere progettati e realizzati con metodi di bloccaggio della filettatura a saldatura o modulare.




